

规格
| 型号 | VL-W1500 | VL-W1A00 | |
|---|---|---|---|
| CE认证符合指令 | 低电压指令、EMC指令、RoHS指令 | ||
| 激光发振器输出功率 | 50W | 100W | |
| Yb:光纤激光 λ=1,070nm 4级 CW发振 | |||
| 加工点平均输出功率※1 | 45W±5% | 90W±5% | |
| 引导激光、激光指示器 | 红色半导体激光 λ=655nm 2级 输出1mW以下 | ||
| 扫描器 | 数字振镜扫描式 | ||
| 加工范围(X、Y)※2 | 200×200mm | ||
| 工件间距离 (基准面±设定范围) | 315±15mm | ||
| 扫描速度 | 3,000mm/s | ||
| 文件登录数量 | 2,048文件 | ||
| 可读取图形 (数据形式)※3 | VEC、DXF、HPGL、BMP、JPEG | ||
| 可设定图形 | 直线、圆形、圆弧、四边形、定点 | ||
| 外部存储支持设备※4 | USB存储设备 | ||
| 输入/输出端口 | I/O端子台、I/O连接器、联锁接合器、功率数据输出/遮光阀关闭输出终端 | ||
| 串行通信接口 | EIA-RS-232C(系统控制用、功率数据用),Ethernet(系统控制用) | ||
| 冷却方式 | 放射头:自然空冷、控制器:强制空冷 | ||
| 电源电压 | 90 V-132V AC 或 180V-264V AC 50Hz/60Hz(自动切换) | ||
| 消耗功率※5 | 580VA以下(100V AC时) 720VA以下(200V AC时) | 740VA以下(100V AC时) 830VA以下(200V AC时) | |
| 使用环境温度※6 | 0~+40℃(放射头和控制器) | ||
| 保存环境温度※6 | -10~+60℃(放射头和控制器) | ||
| 使用环境湿度※6 | 35~85%RH(放射头和控制器) | ||
| 保护构造 | IP54(IEC)(于放射头且在连接状态下) | ||
| 附属电缆※7 | ·放射头电源电缆:5.5±0.1m、ø11mm ·放射头控制电缆:5.5±0.1m、ø12mm | ||
| 光纤电缆 | 5±0.2m、ø7mm、允许弯曲半径R70mm以上 | ||
| 重量 | 放射头 | 约12kg | |
| 控制器 | 约28kg | 约35kg | |
| ※1 | : | 加工点上的输出功率。(设定功率值,工厂出货时) |
|---|---|---|
| ※2 | : | 每个产品存在±1.2mm左右的个体差异。 |
| ※3 | : | VEC是激光焊接机专用的图形文件格式。对于HPGL、BMP、JPEG,需要事先使用Logo数据转换软件转换成VEC文件。 |
| ※4 | : | 请事*行动作确认。可以连接USB鼠标和USB存储设备。不能使用带密码功能的USB存储设备。 |
| ※5 | : | 启动时的冲击电流为80A(100V AC时)、160A(200V AC时)(流过时间为10ms以下)。 |
| ※6 | : | 应无结露以及结冰。为防止结露,在保管场所和使用场所温差较大的情况下,请使本产品慢慢适应环境温度。 |
| ※7 | : | 从2016年12月起,本产品的控制器电源电缆(AC电源电缆)作为附件另行销售。 请根据使用地区、电源规格购买专用的电缆。 [1]额定 125V 符合 PSE认证 CSA/UL认证的电缆(日本 北美用):LP-ACA10 [2]额定 250V符合 PSE认证的电缆(日本用):LP-ACA11 [3]额定 250V符合 VDE认证的电缆(欧州用):LP-ACA12 [4]额定 250V符合 *的电缆(中国用):LP-ACA13 |
| 型 号 | VL-W1506 | VL-W1A06 | |
|---|---|---|---|
| CE认证符合指令 | 低电压指令、EMC指令、RoHS指令 | ||
| 激光发振器输出功率 | 50W | 100W | |
| Yb:光纤激光 λ=1,070nm 4级 CW发振 | |||
| 加工点平均输出功率※1 | 45W±5% | 90W±5% | |
| 引导激光、 | 红色半导体激光 λ=655nm 2级 输出1mW以下 | ||
| 扫描器 | 数字振镜扫描式 | ||
| 加工范围(X、Y)※2 | 400×400mm | ||
| 工件间距离 (基准面±设定范围) | 685±15mm | ||
| 扫描速度 | 3,000mm/s | ||
| 文件登录数量 | 2,048文件 | ||
| 可读取图形 (数据形式)※3 | VEC、DXF、HPGL、BMP、JPEG | ||
| 可设定图形 | 直线、圆形、圆弧、四边形、定点 | ||
| 外部存储支持设备※4 | USB存储设备 | ||
| 输入/输出端口 | I/O端子台、I/O连接器、联锁接合器、功率数据输出/遮光阀关闭输出终端 | ||
| 串行通信接口 | EIA-RS-232C(系统控制用、功率数据用),Ethernet(系统控制用) | ||
| 冷却方式 | 放射头:自然空冷、控制器:强制空冷 | ||
| 电源电压 | 90 V-132V AC 或 180V-264V AC 50Hz/60Hz(自动切换) | ||
| 消耗功率※5 | 580VA以下(100V AC时) 720VA以下(200V AC时) | 740VA以下(100V AC时) 830VA以下(200V AC时) | |
| 使用环境温度※6 | 0~+40℃(放射头和控制器) | ||
| 保存环境温度※6 | -10~+60℃(放射头和控制器) | ||
| 使用环境湿度※6 | 35~85%RH(放射头和控制器) | ||
| 保护构造 | IP54(IEC)(于放射头且在连接状态下) | ||
| 附属电缆※7 | ·放射头电源电缆:5.5±0.1m、ø11mm ・放射头控制电缆:5.5±0.1m、ø12mm | ||
| 光纤电缆 | 5±0.2m、ø7mm、允许半径R70mm以上 | ||
| 重量 | 放射头 | 约12kg | |
| 控制器 | 约28kg | 约35kg | |
| ※1 | : | 加工点上的输出功率。(设定功率值,工厂出货时) |
|---|---|---|
| ※2 | : | 每个产品存在±1.2mm左右的个体差异。 |
| ※3 | : | VEC是激光焊接机专用的图形文件格式。对于HPGL、BMP、JPEG,需要事先使用Logo数据转换软件转换成VEC文件。 |
| ※4 | : | 请事*行动作确认。可以连接USB鼠标和USB存储设备。不能使用带密码功能的USB存储设备。 |
| ※5 | : | 启动时的冲击电流为80A(100V AC时)、160A(200V AC时)(流过时间为10ms以下)。 |
| ※6 | : | 应无结露以及结冰。为防止结露,在保管场所和使用场所温差较大的情况下,请使本产品慢慢适应环境温度。 |
| ※7 | : | 从2016年12月起,本产品的控制器电源电缆(AC电源电缆)作为附件另行销售。 请根据使用地区、电源规格购买专用的电缆。 [1]额定 125V 符合 PSE认证 CSA/UL认证的电缆(日本 北美用):LP-ACA10 [2]额定 250V符合 PSE认证的电缆(日本用):LP-ACA11 [3]额定 250V符合 VDE认证的电缆(欧州用):LP-ACA12 [4]额定 250V符合 *的电缆(中国用):LP-ACA13 |
电脑设定软件
| 附属软件 | 附属软件对象操作系统 |
|---|---|
| Laser Processing Utility_VL-W1 | Microsoft Windows® 10 Pro (32位/64位) / 8 Pro (32位/64位) / 7 Professional (32位/64位) (安装时选择的语言和操作系统的语言应一致) |
※Microsoft® 和 Windows 是美国Microsoft Corporation在美国及其他国家的注册商标或者商标。
注意
关于激光
|  |
关于维护
| ・空气过滤器 | … | 为确保空冷效果,请定期清洗安装在本产品上的空气过滤器。 |
|---|---|---|
| ・激光发射口 | … | 激光射出口附着有垃圾和污渍等时,可能会对加工品质产生不良影响,或者对本产品造成严重损坏。 请定期清扫激光射出口。 |
推荐使用吸尘器
- 因加工对象物的不同,有时会在加工时产生有毒气体和烟雾,对人体以及本产品造成不良的影响。在此情况下,请使用吸尘器。
※详细情况请垂询营业担当人员。
扫描式激光焊接专用设备。
|

 |  |  |  |
CE 、Korean KC 、FDA 、GB 已取得。
特点
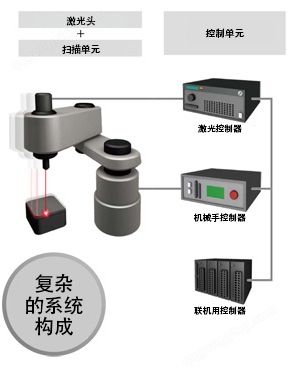
采用振镜扫描式
使装置实现了小型化和简约化
由于采用振镜扫描方式,激光头可利用内置的振镜反光镜来扫描激光,无需驱动激光头本身。无需设置水平多关节机械手和XY移动平台,有利于削减系统设计的工时,实现紧凑型的装置构造。
|
|
|

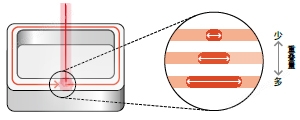
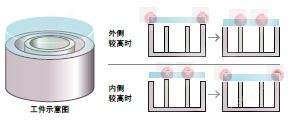
曲线部功率补正功能
| 如果一直用同样的激光输出进行焊接,从原理上来说,曲线部分比直线部分更加容易积蓄热量,因此常常出现焊接点不均匀的情况。VL-W1系列能够对曲线部分的激光输出加以调整,因此即使是复杂的加工图形,亦可实现均匀的焊接。 | 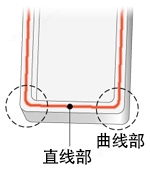 |
|
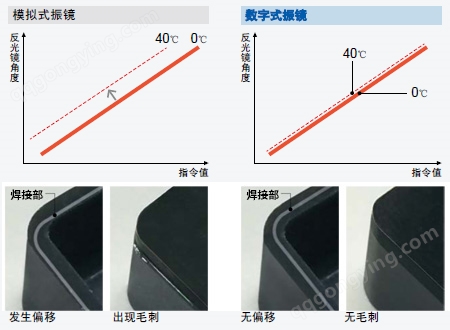
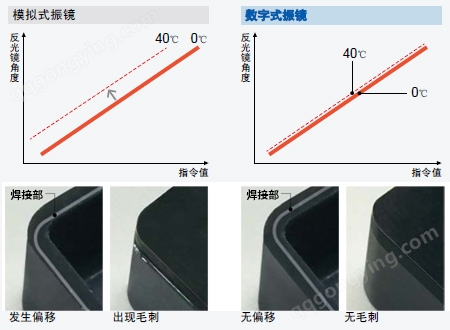
配备数字式振镜系统
与模拟式相比,数字式振镜系统的温度特性特别优异。即使周边温度发生变化,照射位置也不易出现偏移,可以确保品质的稳定。
|
返回页首
配备光纤激光
可实现高品质的焊接
VL-W1系列所配备的本公司的高性能光纤激光,是激光打标机产品培育积累的技术的结晶。可实现高品质的树脂焊接。
|
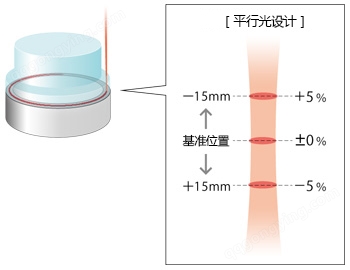
高品质激光 M2 < 1.1 ※VL-W1系列利用光纤激光领域的技术,实现了M2 < 1.1的光束质量。有助于实现品质优异的焊接。
激光输出稳定度 ±3%以内 ※VL-W1系列产品所配备的光纤激光发振器不会受到LD温度变化的影响,能够始终以稳定的输出激光光束进行照射。从接通电源到生产过程结束,均能以稳定的品质进行生产。
| 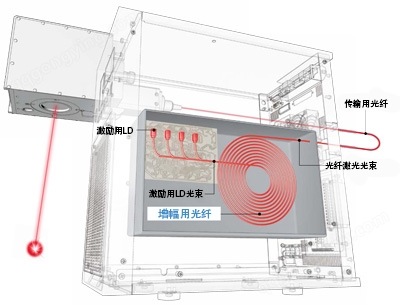 |
光纤激光发振原理
|


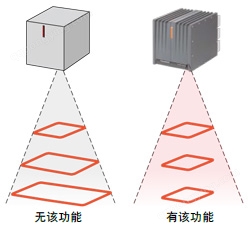
平行光设计
光纤激光器
能够缩小部品尺寸
 |
LD激光 由于激光的扩散角度较大,因此会对部品尺寸大小、设备构成等产生影响。
|
|

照射光束直径可调机构
配备ø0.7~ø2.0mm(广域型VL-W1506/VL-W1A06:ø1.0~ø2.0mm)的光束直径可调机构。无需进行光学部品的更换,即可与预计目标的焊接宽度相一致。由于无需改变工件之间的距离即可加以调整,因此有助于缩短作业工时。
|

返回页首
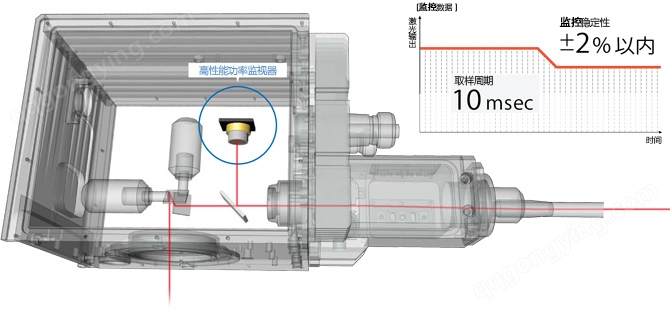
内置高性能功率监视器
功能强大,品质值得信赖
在VL-W1系列中,放射头内部内置高性能功率监视器。通过对焊接中的激光进行高速且高精度的监测,即可记录并且管理每一个焊接产品的激光输出变化。另外,万一激光输出发生异常,使用激光输出监测即可使装置瞬时停止工作。
高速取样 10msec可在开始激光照射之后,每10msec测量激光输出。同时,单位用W表 示。能够以0.1W为单位进行测量。 | 测量稳定性±2%以内※由于采用高性能零件以及的散热技术,能够以±2%以内的高度稳 定性测量激光输出。
|
|
实时功率监视功能
| 使用高性能功率测量仪器测量的数据,可以使用三种方法进行实时输出。并且有助于生产 • 品质管理。 |  |
激光输出监视
1. 加工功率监视功能
| 在激光照射过程中,如果超过事先设定的上下限范围,该功能将会通知外部。有助于防止不合格产品的流出。 | 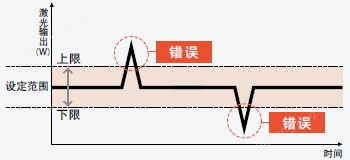 |
2. 断线检测功能
万一在激光照射过程中出现光纤电缆断线,也能立即切断激光电源, 以确保安全。
3. 误照射检测功能
检测到意外的激光照射时,也能立即切断激光电源,以确保安全。
返回页首
内置专用软件
初次使用也能简单操作
| 可通过配备有触摸屏式彩色LCD的控制台(另售) 进行操作,在现场马上就可使用。 直观、易懂的画面构成,即使是初次操作也能够简单设定。 |  |
Step.1 制图
| 能够使用专用画面简单绘图。 图形可以选择“直线"、“圆形"、“圆弧"、“四边形", 还可以将这四种图形进行组合。 | 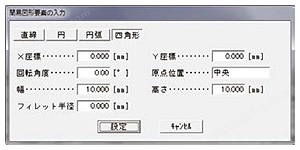 |
Step.2 位置调整
| 可使用红色引导光束确认激光照射位置。方便调整位置的功能。 | 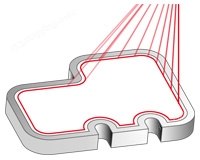 |
Step.3 条件设定
| 基本条件包括“激光功率"、“扫描速度"、“重复次数"这三个。此外,还有更加细致的微调功能。 | 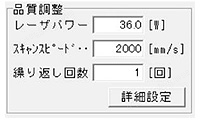 |
CAD数据导入功能
| 即使是复杂的加工图形,也可以用CAD软件制作并且导入,因此设定作业非常简单。即使是设计变更、品种追加,也可以马上对应。 | 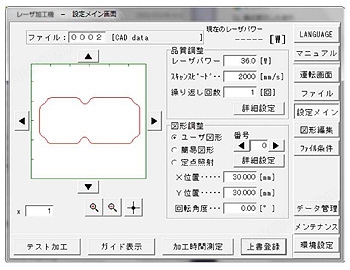 |
螺旋粗线功能
| 可以将一根线的数据改为粗线数据的功能。由于可以自由改变纵向和横向的宽度,因此可以简单设定与工件相符的图形。即使是焊接宽度大的作业也可以进行高度密封的焊接。 | 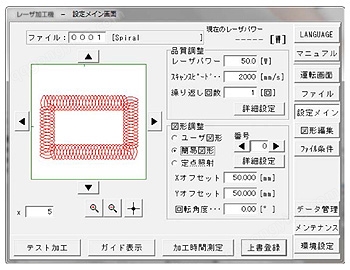 |
返回页首
标准配备激光焊接所需要的各种功能
备有可在设备设计、现场调试以及维护作业等所有状况下发挥作用的便利功能。
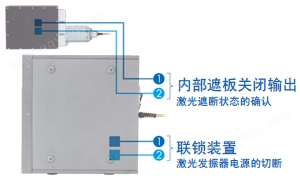
有助于确保设备安全的放心功能
|
|



有助于现场调试的功能
|
|


|
|

有助于维护的功能
|
|



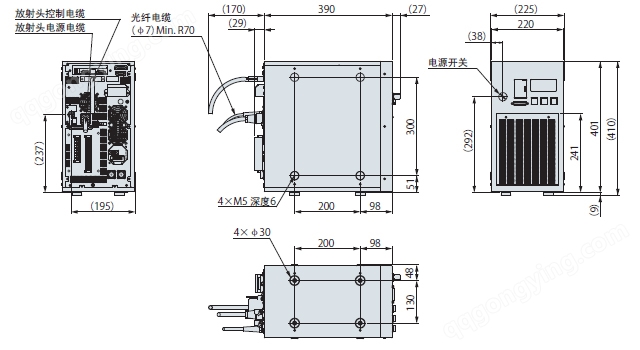
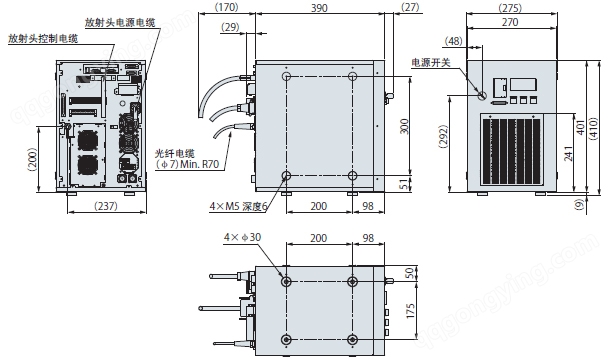
尺寸图
- 单位mm
放射头
|
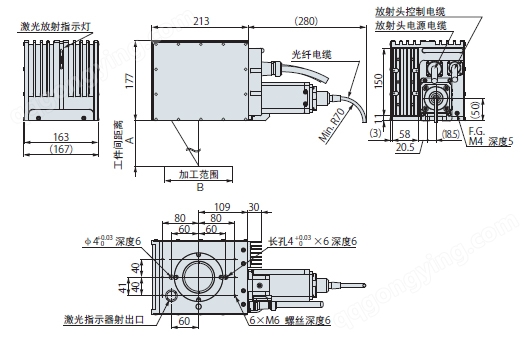
| VL-W1500 VL-W1A00 | VL-W1506 VL-W1A06 | |
|---|---|---|
| A | 315±15 | 685±15 |
| B | 200×200 | 400×400 |
控制器
|
|
触摸屏
LP-ADP40 (另售)










所有评论仅代表网友意见,与本站立场无关。