









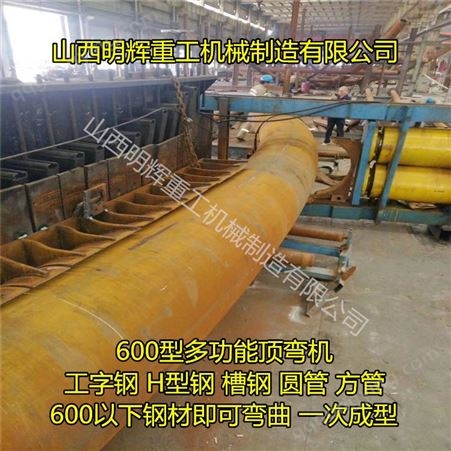
组成:
它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。在冷弯结束时,关闭机械传动系统,同时启动液压系统,使液压缸收回。将冷弯钢放置在辅助系统门式托架上即可。






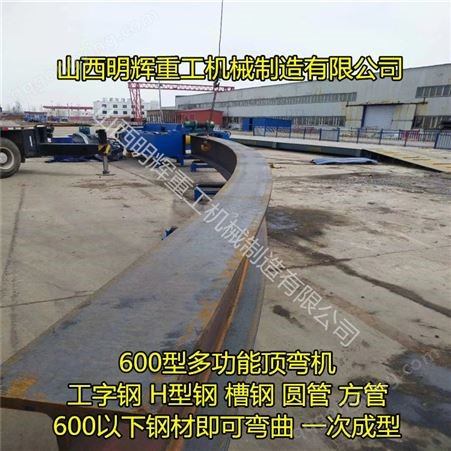
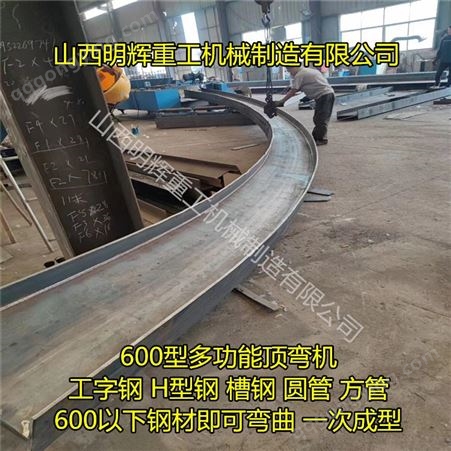
操作说明:
工作时,将所需冷弯加工钢由系统门式托架推放在两主动滚之间,启动液压系统使液压缸推动燕尾槽和冷弯滚冷压钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚转动并依靠摩擦力带动钢平稳缓慢前行,从而实现连续冷弯作业。




注意事项:
1.调度滑块行程时,调量小于100,损坏机器。
2.按所折板料厚度、挑选恰当模,模规范通常等于或大于8倍板料厚度。
3.折弯狭板料时,将体系作业压力恰当下降,损坏模具。


4.查看箱位,建议泵查看液压管道、泵有无异常。
5.由板料折弯力数或折弯力计算公式得工件折弯力,工件折弯力不大于1000KN。
6.查看托料架、挡料架及滑块上有无异物,如有异物,拾掇洁净。
7.发作异常当即停机,查看缘由并及时清扫。









所有评论仅代表网友意见,与本站立场无关。