












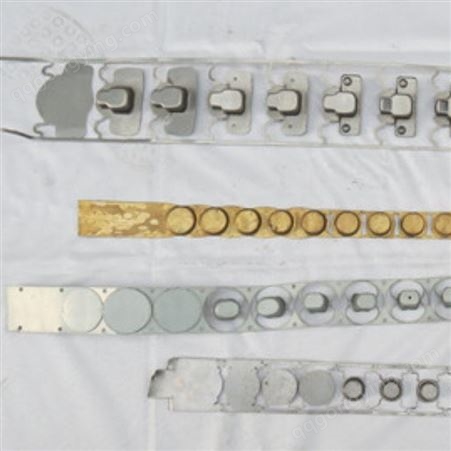
五金冲压厂冲压件有哪些常见问题处理?
褶皱:由于压机滑块调整不良、压机精度低、气垫压力调整不合适、冲头或者r部位大等原因引起边缘或r部位褶皱。
其他具体问题:在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
⑴冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
⑵对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
⑶凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。冲压模具加工
五金冲压材料常用有哪些?
1、Q195、Q235等普通碳素结构钢板。
2、质优的碳素结构钢板,保证化学成份和力学性能。其中低碳钢用量较低,普通等级为:08、08F、10、20等。冲压性能和焊接性能均较好,使冲压件具有较小的应力。
3、传统的低合金结构钢如Q345(16Mn钢),Q295(09Mn2)。重要的冲压制造有强度要求。
4、电工硅钢片,如dt1、DT2
5、有色五金如铜和铜合金(如黄铜)等。品牌为T1、T2、H62、H68等。并且其塑性、导电性和导热性都很好。还有铝和铝合金,常用的牌号为L2、L3、LF21、LY12等。具有较好的塑性,变形抗力小,总量轻。
6、非五金材料,如橡胶木材,橡胶,塑料板或类似物。冲压模具加工
冲压材料的形状是常用的板材。批量生产时,可采用特殊规格的带材(辊材)。特殊情况下可使用块状材料。适用于单件小批量生产和昂贵有色五金的冲压。
冲压件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是-在加工过程中厚度不变的零件。 相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件。
冲压件至今为止尚未有一个比较完整的定义,根据国外某期刊上的一则定义可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显着的特征就是同一零件厚度一致。 现代汉语词典第5版的解释:动词,对钢板、铝板、铜板等金属板材进行加工。冲压模具加工



所有评论仅代表网友意见,与本站立场无关。