









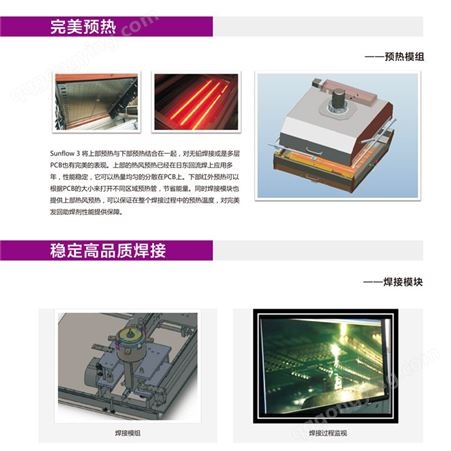
波峰焊机焊接流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预热(温度90-100‘C,长度1-1.2m) → 波峰焊(220-240’C) → 冷却→切除多余插件脚 → 检查。
单/双波峰自动焊机采用三相异步感应泵开发技术,经使用比较,我们得到如下结果:
由于具备了的微扰振动波叠加,可以有效地赶出SMT软钎接中由于助焊剂和粘贴剂热分解所产生的遮蔽钎接区的气体,消除跳焊和SMC、SMD阴影区,达到SMT软钎接要求,同时,由于微扰波的叠加没使得波峰焊的爬孔能力明显加强,提高焊接可靠性和成品率。
波峰焊机特点:
波峰平滑无旋转分量:由于三相异步感应电磁泵产生的是直线推力而非机械泵的叶片旋转推力,因而波峰平滑,锡槽液面扰动小,氧化轻微。
波峰平稳:由于是感应泵技术,结合稳压原理,可达到电网电压浮动10%时,感应泵上的电压浮动近为3%,因而波峰稳定。
效率高:三相异步感应电磁泵由于不存在脉动磁场分量,因而效率大幅度提高,以开发的样机显示,波峰宽度打400,波峰高度为40。而三相感应泵的磁化电流仅5A左右,这样的工作条件保证了三相异步感应泵工作在低热和低电流负荷状态,保证了长期的寿命可靠性。无转动部件,无磨损,真正实现了免维护,省去了定期维修环节。

波峰焊机按波形式可分为:单波峰焊接、双波峰焊接。按助焊剂的主要使用方式分为:发泡式、喷雾式。现在市场上般都是使用喷雾式波峰焊机。不管是单波峰焊接或双波峰焊接,他们的操作使用方法都是差不多的。

波峰焊机焊接操作类型
1、单波峰焊接它是借助于锡泵把熔融的焊锡不断垂直向上地朝狭长出口涌出,形成1 0~40高的波。这样使焊锡以定的速度与压力作用于PCB上,充分渗透入待焊的元器件脚与PCB板间,使湿润并进行焊接。它与浸焊相比,可明显减少漏焊的比率。由于焊料波的柔性,即使PCB不够平整,只要翘曲度在3%以下,仍可得到良好的焊接质量。单波峰焊接的缺点是波垂直向上的力,会给些较轻的元器件带来冲击,造成浮件或虚焊。由于设备价廉,技术成熟在内般穿孔插装元器件(THD)的焊接己普遍采用。
2、双波峰焊接由于SMD没有THD那样的安装插孔,助焊剂受热后挥发出的气体处散出,另外,SMD有定的高度和宽度,又是高密度贴装,而焊料表面有张力作用,因而焊料很难及时湿润渗透到贴装元件的每个角落,所以如果采用单波峰焊接,将会出现大量的漏焊和桥连,必须采用双波峰焊接才能解决上述问题。双波峰焊接:在锡炉前后有两个波,前个较窄(波高与波宽比大于 1)端有2-3扫b交错排列的小头,在这样多头上下左右不断快速流动的湍流波作用下,焊剂受热产生的气体都被排除掉,表面张力作用也被削弱,从而获得良好的焊接。后波为双方向宽平波,焊锡流动平坦而缓慢,可以去除多余的焊料,消除毛刺、桥连等不良现象。双波对SMD的焊接可以获得良好的效果,已在插贴混装方式的PCB上普遍采用。其缺点是PCB经两次波,受热及变形量大,对元器件、PCB板均有影响。

波峰焊机用三相异步感应泵实现了免维护,节省焊锡,减少了氧化渣出量,方便的获得宽波峰和超高波峰等各项要求,随着应用的深入,波峰焊机用三相异步感应式电磁泵是未来发展的趋势,它将在电子装联工艺的发展中,起到促进的作用,特别是在SMT混装工艺中,形成很好的国际国内应用前景。
日东智能装备科技(深圳)有限公司本着“品质至上、创新服务"的经营理念,立志成为行业的,致力于为广大劳动者减轻工作量,为工厂降低人工成本。








所有评论仅代表网友意见,与本站立场无关。