








阿里巴巴店铺 /
2.1 CECS31:2006 《钢制电缆桥架工程设计规范》2.2 GB/T6725-2002 《冷弯型钢技术条件》2.3 GB/T6728-200 《结构用冷弯空心型钢尺寸、外型、重量及允许偏差》2.4 GB6723-86 《通用冷弯开口型钢尺寸、外形、重量及允许偏差》2.5 GB/709-88 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》2.6 GB/708-88 《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》2.设备要求2.1设备条件:2.1.1设备占地面积: 28×3.5×5(长×宽×高)米。2.1.2设备进料方向:左进右出。2.1.3电压参数380,50Hz,3相。2.1.4液压油:46#液压油。2.1.5齿轮油:18#双曲线齿轮油。2.2设备主要参数2.2.1轧制带钢宽度:≤500 mm2.2.2轧制带钢厚度:2.0~2.5mm2.2.3轧制带钢材质:钢等2.2.4轧制工件长度:4000mm2.2.5设备装机总容量:约30KW。
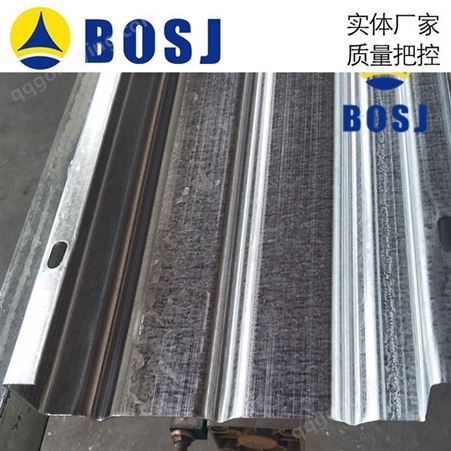
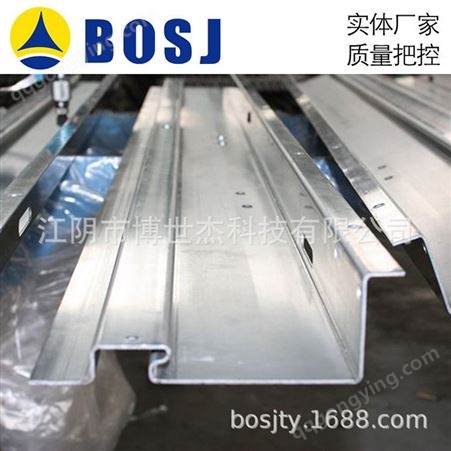
3.轧制产品范围3.1本冲压/成型机组,可以轧制厚度为2.0~2.5mm立体车库浪板。要求:产品无明显扭曲现象;产品无明显的表面擦伤现象;产品表面平整;产品的孔距误差在型材长度为2000mm以下不高于1‰;产品长度2000~5000mm时不高过3mm;4.供货及服务范围4.1本条款规定了合同设备的供货范围(见表二),卖方所提供设备为全新的、成熟的、完整的,且设备的性能、功能符合条件的要求。

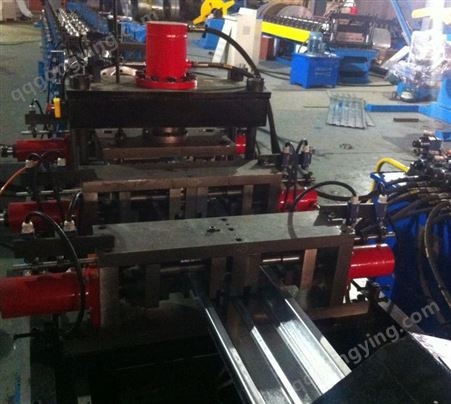
4.2卖方供货范围完整,以能用户安装、运行要求为原则,在规范中涉及的供货要求也作为本供货范围的补充,若在安装、调试、运行中发现缺项由卖方补充。4.3主要外购件主电机 皖南减速机 国茂PLC 三菱低压控制 施耐德或欧母龙等5.设备结构、性能概述5.1成型设备构成及生产工艺流程5.1.1成型设备构成(见示意图)5.1.2GY160型成型设备生产工艺流程被动放料→成型→液压冲孔,切断→出料5.2主要设备结构、性能概述5.2.1放料机放料机参数:板料宽度:350~450 mm;材料厚度2~2.5mm;料卷内径:φ508mm; 内径涨缩范围ф480-520 mm;料卷外径:φ1200mm;承载重量:≤3T
5.2.2成型主机机型:GY160型成型道次:16道(辊)成型品种:见图成型机架:龙门牌坊式,齿轮箱传动。进料宽度:≤500mm 材料厚度:2.0 ~2.5mm轧辊轴轴径:φ80 mm 轧辊模具材质:Gcr15,淬火处理,HRC58-62°成型模具:立体车库浪板1套;全套设备液驱动,功率:22KW5.2.2液压冲孔机结构:四柱式液压冲孔机作用:冲制立体浪板中端头孔模具数量:1套(注:配送2套备用冲头)模具材质:Cr12MoV5.2.5切断机a.形式:液压切断机构;切断刀具数量:3套5.2.6出料台结构:辊筒式,无动力5.2.7电器控制系统整线采用PLC控制。














所有评论仅代表网友意见,与本站立场无关。