







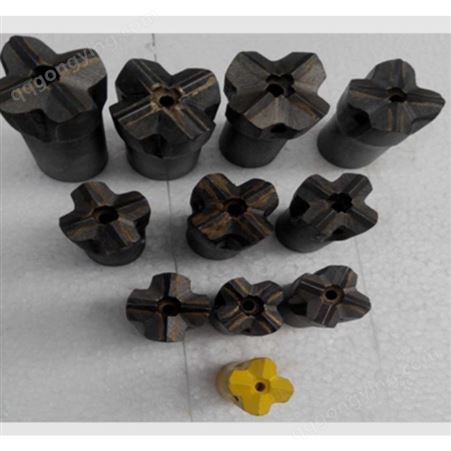
钎尾研制方案
一、选材和工艺路线制定 钎尾是导轨式凿岩机中主要易损件之一,它的前部波形螺纹以导管与钎杆连接,后部末端承受凿岩机活塞高频率的冲击;凿岩时,活塞的冲击功通过钎尾传递给钎杆,钎杆再传递给岩石,钎杆的回转动作也是通过它来实现的,可见钎尾是一个典型的承受多次冲击压缩的杆件。 通过对现有钎尾材料化学成分、金相组织和硬度等分析,初步选定试验钎尾的使用材料为25CrNi3MoA或30CrNi2MoVA或30CrNi3MoVA,工艺路线为选材→锻造→退火→机加工→气体渗碳(层深0.6~1.2mm,表层碳浓度约为共析成分) →淬火+回火→等温淬火→在螺纹退刀槽处进行冷滚压强化。组织形态为表面层全马氏体,接着是马氏体加少量下贝氏体,心部是中碳下贝氏体。表层硬度HRC 48 ~ 60,心部硬度HRC38 ~50。
注意事项: (1)材料选钢,严格控制P、S含量≤0.02%; (2)热处理淬火加热和回火设备采用盐浴炉; (3)表面渗碳工艺采用井式气体渗碳炉,严格控制渗碳后表层碳含量和渗层深度; (4)需有机加工设备和磨削精加工设备,有矫直和冷滚压强化设备等; (5)保证螺纹偏心退刀槽及密封圈环槽处圆弧过渡的机加工质量。

山东飞腾金属制品有限公司设备,技术力量雄厚,检测设备齐全。公司一贯注重产品质量的科学化、规范化、制度化管理,公司现有员工152人,其中高级工程师6名,工程师4名,研究生本科生34名,并与多所科研院校建立技术合作关系,期待与新老客户的合作。









所有评论仅代表网友意见,与本站立场无关。