









公司名称:深圳市科圣达超声波自动化设备有限公司
技术专员:李经理
24小时:
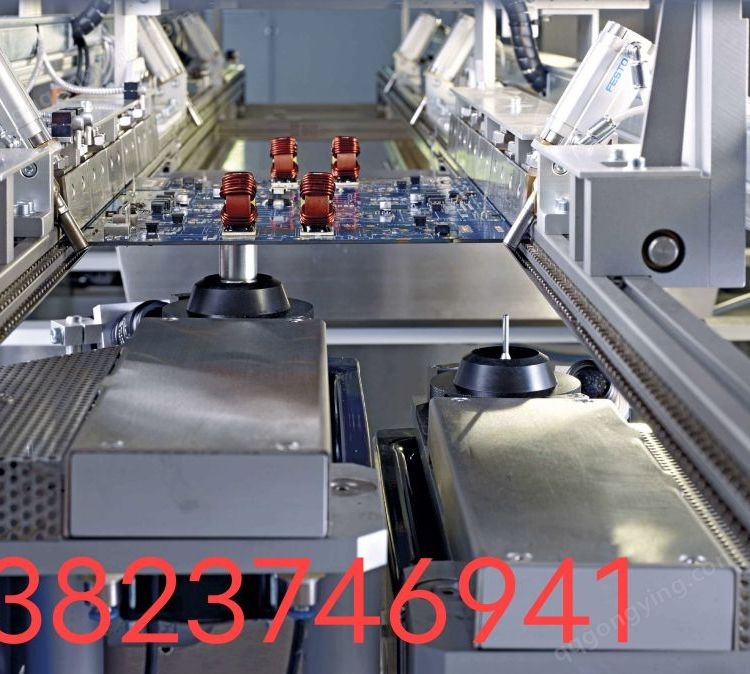
全自动通讯基站线路板选择性波峰焊依据模块化的设计理念,使客户可以根据其产量和生产品种的变化增加或撤去各个生产单元以满足生产的实际需要。凭借其广泛的研究和生产,丰富的经验,创新能力和雄厚的技术,在波峰的稳定性、波峰高度、防范距离在工业领域应用很广泛。
全自动通讯基站线路板选择性波峰焊也称选择焊,应用PCB插件通孔焊接领域的设备,因不同的焊接优势,在近年的PCB通孔焊接领域,有逐步成为通孔焊接的流行趋势,应用范围不限于:电子、航天轮船电子、汽车电子、数码相机、打印机等高焊接要求且工艺复杂的多层PCB通孔焊接。
全自动通讯基站线路板选择性波峰焊分为离线式选择性波峰焊和在线式选择性波峰焊两种
离线式选择性波峰焊:离线式即指与生产线脱机的方式,组焊剂喷涂机和选择性焊接机为分体式1+1,其中预热模组跟随焊接部,人工传输,人机结合,设备占用空间较小。
全自动通讯基站线路板选择性波峰焊实时接收生产线数据全自动对接,组焊剂模组预热模组焊接模组一体式结构,特点是全自动链条传输,设备占用


相比其他选择焊,志胜威选择焊编程时配有视觉对位系统,编程快速;
全自动通讯基站线路板选择性波峰焊双面板元件的焊接实现自动化。
可离才式编程/Gerber文件导入。
无须任何PCB数据。依旧可快速导入数据,且图形编程简易,高效。
采用选择性啧雾,多种算法相结合,精确控制啧雾过程,保证PCB的清洁,
大幅度降低助焊剂的耗量。
全自动通讯基站线路板选择性波峰焊分上下独立控温,采用绝灯加热以提高加热效率及温度的均匀性。
波峰喷口移动速度可调,喷头定位精准;在钱监控波峰高度及自动校正功能。
全自动模组式选择性波峰焊焊接过程CCD可视,全程质量跟综。
全自动通讯基站线路板选择性波峰焊技术要点:
作业流程一般由助焊剂喷涂、预热、焊接三个部分组成。通过设备的程序设置,可对将要焊接的焊点依次完成助焊剂喷涂工作,然后焊点经预热模块预热后,再由焊接模块对其进行逐点焊接。
全自动通讯基站线路板选择性波峰焊助焊剂喷涂
助焊剂的喷涂方式可以分为单咀喷雾式,微孔喷射式,同步式多点/图形喷雾等多种方式,可根据PCB的线路布局特点及元器件引脚进行选择。在保证喷涂位置精确度的情况下,根据焊点的不同,参考传统波峰焊喷涂


全自动通讯基站线路板选择性波峰焊在波峰焊过程中,PCB承受的温度一般介于215-255℃。在此温度下,PCB处于高弹状态,已发生形变。而选择性波峰焊是局部焊接,冷的PCB直接焊接会带来焊接质量差、板材易变形等缺陷。因此,预热过程是选择性波峰焊的过程。日本电子机械工业协会标准分会推荐如下的预热工艺参数:预热温度80-150℃,预热时间20-120s。一般情况下,预热温度控制在135℃以内,时间为30s,而顶部预热系统的温度控制在110℃左右,时间为10s。
全自动通讯基站线路板选择性波峰焊预热系统的另一作用是活化助焊剂,并对焊盘和覆铜通孔进行预热。选择性波峰焊一般采用整体预热方式,防止线路板因受热不均而发生变形。选择性波峰焊多采用松香型助焊剂,它的活化温度一般是在120-150℃,超过这一温度则活化作用消失。因此,松香型助焊剂必须在焊接之前活化,同时,松香是一种大分子多环化合物,具有一定的成膜性,在活化过程中去除金属氧化物后可以在金属表面成膜防止其再氧化。
全自动通讯基站线路板选择性波峰焊当选择顶部预热时,可以选择热风预热方式。但与其相比,红外预热的效率较高,但却存在着如下三个问











所有评论仅代表网友意见,与本站立场无关。