


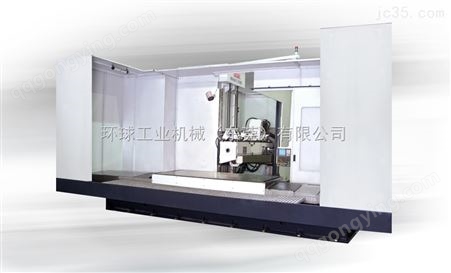
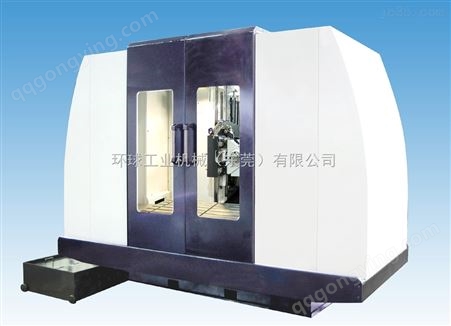
DHD1512-15S标准型数控卧式深孔钻床的特性:
一机多用,枪钻刃磨机床,更适合于不规则模具的加工。
有独立完善的切削油高压、冷却及过滤系统,以保证充足、洁净、温度适中的切削油供应。
它们代表着、高效的孔加工技术,通过一次走刀就可以获得精密的加工效果,加工出来的孔位置准确,尺寸精度好;直线度、同轴度高,并且有很高的表面光洁度和重复性。能够方便的加工各种形式的深孔,对于各种特殊形式的深孔,比如交叉孔、斜孔、盲孔及平底盲孔等也能很好的解决。


DHD1512-15S标准型数控卧式深孔钻床的参数规格:
| 型号 | 单位 | 数控多功能(标准型) | |||||
| DHD1007-10S | DHD1512-15S | DHD2012-15S | DHD2515-15S | DHD3015-15S | |||
| 加工能力 | 加工孔径 | mm | 3~30 | 3~35 | |||
| 加工深度 | mm | 1000 | 1500 | ||||
| 加工行程 | 工作台左右行程(X) | mm | 1000 | 1500 | 2000 | 2500 | 3000 |
| 主轴上下行程(Y) | mm | 700 | 1200 | 1500 | |||
| 滑枕行程 | mm | ||||||
| 加工速度 | 主轴zui高转速 | rpm | |||||
| 主轴进给速度 | mm/min | ||||||
| 功率 | 主轴电机 | kW | 7.5 | ||||
| 工作台进给电机(X) | N·m | 20 | 30 | 38 | |||
| 主轴上下移动电机(Y) | N·m | 30 | |||||
| 主轴前后移动电机(Z) | N·m | 12 | |||||
| 机床总功率 | kW | 22 | 35 | 46 | 47 | ||
| 工作台 | zui小分割角度 | ° | |||||
| 负重 | ton | 3 | 6 | 10 | 12 | 15 | |
| 尺寸 | mm | 1100×800 | 1700×1200 | 2200×1200 | 2700×1200 | ||
| 冷却系统 | 冷却液压力范围 | MPa | |||||
| 冷却液流量范围 | L/min | 6~80 | 6~110 | ||||
| 尺寸及 重量 | 机床占地面积(长×宽) | mm | 4800×3500 | 6060×4900 | 6380×5900 | 6380×6900 | 6380×7400 |
| 机床zui大高度 | mm | 2640 | 3560 | 3560 | 3860 | ||
| 机床重量 | ton | 9 | 12 | 18 | 22 | 24 | |
| 数控系统 | - | ||||||
DHD1512-15S的配件:

钻削中应注意的问题
◇深孔加工是处于封闭或半封闭的状态下,故不能直接观察到刀具的切削情况。目前只能凭经验,通过听声音、看切削、观察机床负荷及压力表、触摸震动等外观现象来判断切削过程是否正常。
◇切削热不易传散。一般切削过程中有80%的切削热被切屑带走,而深孔钻削只有40%,刀具占切削热的比例较大,扩散迟、易过热,刀口温度可达600度,必须采取强制有效的冷却方式。
◇切屑不易排出。由于孔深,切屑经过的路线长,容易发生堵塞,造成钻头崩刀。因此,切屑的长短和形状要加以控制,并要进行强制性排屑。
◇工艺系统刚性差。因受孔径尺寸限制,孔的长径比较大,钻杆细而长,刚性差,易产生震动,钻孔易走偏,因而支撑导向极为重要。这点在枪钻机床中更为突出。
工业机械(东莞)有限公司厂房车间图

工业机械(东莞)有限公司的优势:


工业机械(东莞)有限公司的售后服务:
球工业机械(东莞)有限公司从事数控深孔钻床、卧式双头铣床、50-500吨合模机生产销售几十年,为用户提供相关的产品及其服务。为了规范售后服务,不断提高公司的服务水平和服务意识,特制定本体系。若在购买后或在使用过程中有发现异常,请直接与厂家联络。我们将严格履行3电48(三小时内与客户解决,如解决不了48小时内到达用户现场)更好的为客户提供高效优质快捷的服务,并接受广大用户的监督。我司对售出所有产品执行1年免费保修。保修期内,属于产品本身质量问题引发的零配件的更换,我公司免费提供快速更换。
工业机械(东莞)有限公司的物流:
由于机床为超大,超重物品,快递和物流公司一般不接,所以要用配货站配车,配车一般是专线车辆,两地往返,对两地都比较了解,能送货到门,方便装车和客户卸车,一站直达zui大保证货物安全。根据城市的不同一般热门城市可天天走货,冷门城市可能就要几天时间,综合考虑,安全,方便,时效,配车是机床运输的选择,所以客户可以放心购买。



所有评论仅代表网友意见,与本站立场无关。