



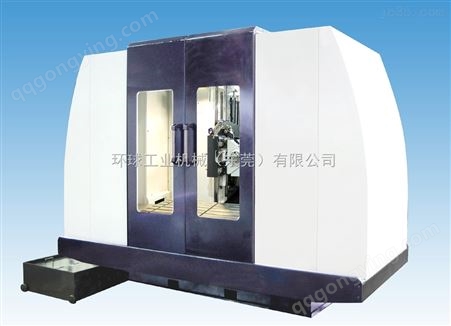
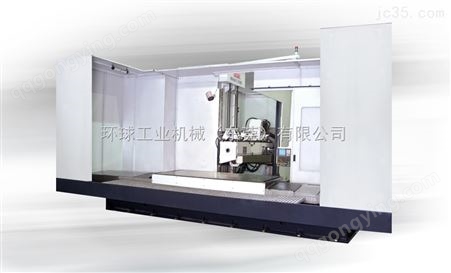
数控卧式深孔钻床的主要基础件床身、立柱、工作台及弯板等都是优质铸铁件,经时效处理,精度稳定,抗震性好。床身上面装有纵向滑台,用来承载立柱作纵向(X向)移动;立柱上装有垂直滑台,承载主轴进给滑台等作垂直(Y向)移动;主轴进给滑台带动主轴作进给(Z向)运动。

数控卧式深孔钻床深孔钻加工时孔径增大是为什么?怎么解决?
产生原因:铰刀外径尺寸设计值偏大或铰切削刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大铰刀弯曲;铰切削刃口上粘附着切屑瘤;刃磨时铰切削刃口摆差超差;切削液选择不合适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤;锥柄的扁尾偏位装入机床主轴后锥柄圆锥干涉;主轴弯曲或主轴轴承过松或损坏;铰刀浮动不灵活;与工件不同轴以及手铰孔时两手用力不均匀,使铰刀左右晃动。
解决措施:根据具体情况适当减小铰刀外径;降低切削速度适当调整进给量或减少加工余量;适当减小主偏角校直或报废弯曲的不能用的铰刀;用油石仔细修整到合格;控制摆差在允许的范围内;选择冷却性能较好的切削液;安装铰刀前必须将铰刀锥柄及机床主轴锥孔内部油污擦净,锥面有磕碰处用油石修光;修磨铰刀扁尾调整或更换主轴轴承;重新调整浮动卡头,并调整同轴度;注意正确操作。



所有评论仅代表网友意见,与本站立场无关。