









波峰焊机按照波峰类型分种类可以分为:单波峰焊机、斜波式波峰焊机、波峰焊机、空心波峰焊机、紊乱波峰焊机、宽平波峰焊机、双波峰焊机、选择性波峰焊机这几种。目前市场上应用比较多的就是双波峰焊机和选择性波峰焊机。
波峰焊机用三相异步感应泵实现了免维护,节省焊锡,减少了氧化渣出量,方便的获得宽波峰和超高波峰等各项要求,随着应用的深入,波峰焊机用三相异步感应式电磁泵是未来发展的趋势,它将在电子装联工艺的发展中,起到促进的作用,特别是在SMT混装工艺中,形成很好的国际国内应用前景。

波峰焊机按波形式可分为:单波峰焊接、双波峰焊接。按助焊剂的主要使用方式分为:发泡式、喷雾式。现在市场上般都是使用喷雾式波峰焊机。不管是单波峰焊接或双波峰焊接,他们的操作使用方法都是差不多的。

从波峰焊机工艺流程来整体了解波峰焊机的使用方法
1、单机式波峰焊机焊接操作工艺流程
元件成型--PCB贴胶纸(视需要)插装元器件涂覆助焊剂预热波峰焊冷却检验撕胶纸清洗补焊;
2、联机式波峰焊机焊接操作工艺流程
PCB插装元器件涂覆助焊剂预热波峰焊冷却切脚刷切脚屑涂助焊剂预热波峰焊冷却检验清洗补焊;
3、浸焊与波峰焊机混合焊接操作工艺流程
PCB插装元器件浸涂助焊剂浸锡检查手推切脚机检查装筐上板涂助焊剂预热波峰焊冷却检验清洗补焊。

波峰焊机基本焊接操作方法
1、波峰焊机焊接准备工作;
a)接通电源,开启锡炉加热器(正常时,此项可由时间掣控制);
b)检查波峰焊机时间掣开关是否正常;
c)检查波峰焊机的抽风设备是否良好;
d)检查锡炉温度指示器是否正常:用玻璃温度计或触点温度计测量锡炉液面下l0~15处的温度,两者差值应在±5℃范围。
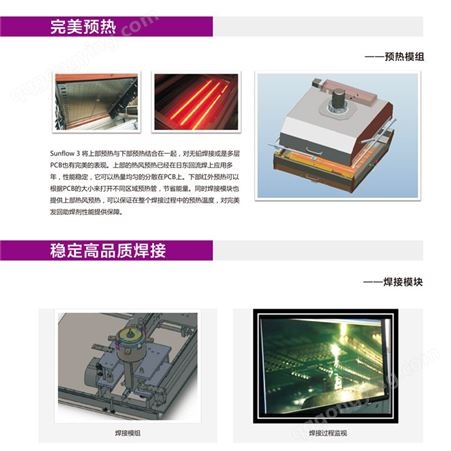
e)检查预热器是否正常,设定温度是否符合工艺要求:打开预热器开关,检查其是否升温,且温度是否正常。
f)检查切脚机的工作情况:根据PcB的厚度,调整刀片的高度,要求元件脚长度在1?4~2?0,然后将刀片架拧紧,开机目测刀片的旋转情况,后检查装置有失灵。
g)检查助焊剂容器压缩空气的供给是否正常:倒入助焊剂,调好进气阀,开机检查助焊剂是否发泡或喷雾。
h)检查调整助焊剂比重是否符合要求:检查助焊剂槽液面高度,并测量比重,当比重偏高时添加稀释剂,当比重偏低时添加助焊剂进行调整(发泡)。
i)焊料温度达到规定数值时,检查锡面高度,若低于锡炉l5时,应及时添加焊料,添加时注意分批加入,每批不超过5k9。
j)清除锡面锡渣,清干净后添加防氧化剂。
k)调节运输轨道角度:根据待焊PCB板的宽度,调节好轨道宽度,使PCB板所受夹紧力适中;
2、波峰焊机开机生产操作流程
a)开启助焊剂开关,发泡时泡沫调板厚度的l/2处;喷雾时要求板面均匀,喷雾量适当,般以不喷元件面为宜
b)调节风刀风量,使板上多余的助焊剂滴回发泡槽,避免滴到预热器上,引起着火;
c)开启运输开关,调节运输速度到需要的数值;
d)开启冷却风扇。
3、波峰焊机焊接后的操作流程
a)关闭预热器、锡炉波、助焊剂、运输、冷却风扇、切脚机等开关;
b)发泡槽内助焊剂使用两周左右需更换,并且在使用过程中定时测量;
c)关机后需将波机、链爪清理干净,喷雾喷嘴用稀释翻浸泡并清洗干净。
4、波峰焊机焊接过程中的管理方法
a)操作人员必须坚守岗位、随时检查设备的运行情况;
b)操作人员要检查焊板的质量,如焊点出现异常情况,应立即停机检查:
c)及时准确做好设备运转的原始记录及焊点质量的具体数据记录:
d)焊完的PCB板要分别插入运输箱内,相互不得碰压,更不允许堆放。
5、对波峰焊机进行波峰焊接操作记录
波峰焊接操作员应每2小时记录锡炉温度、预热温度、助焊剂比重等工艺参数次,并每小时抽检10pcs机板检查、记录焊点质量,为工序质量控制提供原始记录。
日东智能装备科技(深圳)有限公司本着“品质至上、创新服务"的经营理念,立志成为行业的,致力于为广大劳动者减轻工作量,为工厂降低人工成本。








所有评论仅代表网友意见,与本站立场无关。