










河北华禄橡胶科技有限公司位于美丽的河北省衡水市,注册资金2000万元,占地面积16000平方米,地理位置十分优越,是一家集科研、生产、销售、施工于一体的综合型企业,公司凭借稳定的产品质量,完善的施工应用技术,周到的售后服务,倍受客户的信赖与好评。
专注于生产背贴式橡胶止水带,钢板止水带,橡胶止水带生产厂家,中埋式钢边止水带,桥梁伸缩缝,桥梁支座等工程橡胶系列产品的生产与销售,同等价格比品质,同等品质比服务等系列产品于一体的专业生产厂家。公司生产设备完备,制造工艺合理,检测手段齐全,产品质量稳定。公司在严格执行生产标准,注重产品质量的同时,还积极与客户进行沟通,了解客户的需求,认识到我们的不足,并为 客户提供专业和及时的售后服务。公司设备齐全,工艺,技术力量雄厚,产品实行严格的科学管理和检测手段,并较大限度地满足用户的需要。


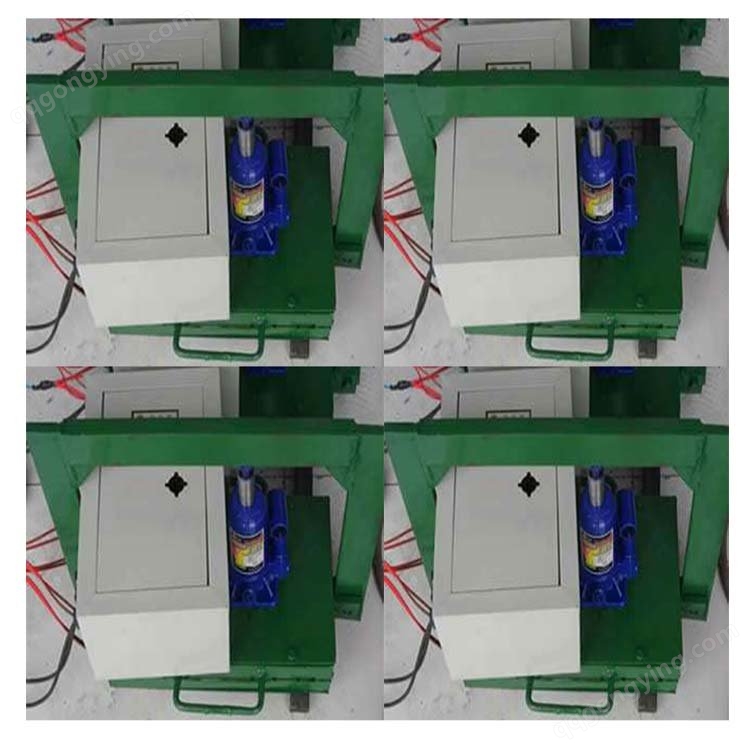




本机共设两只温度控制器分别控制上下模温度。焊接时可以根据焊接时的实际需要在0~600℃范围内自行设定。操作简单,使用方便。止水带热熔机又名止水带焊接机,止水带热熔焊接机,止水带接头硫化机,它是一种止水带接头用的热熔模具(加热成型模具),热熔连接原理是将两根PE管道的配合面紧贴在加热工具上来加热其平整的端面直至熔融, 移走加热工具后, 将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却, 使两段管道连接成为一个整体的操作。
止水带热熔模具是由热熔模具和控制箱两部分组成,使用模具时,还需配备上千斤顶使用。模具内设有与控制箱相连接的电热元件,模具的界面形状与被加热元件相适应,模具的中间部位设有测温设施,生胶片与止水带接头处的硫化胶材料相似,亲和作用大,生胶片里的硫化剂扩散至接头界面,与硫化胶剩余的双键发生交联反应,形成共硫化体系,使两根止水带接头处连为一体,加压硫化过程中需严格控制硫化温度和硫化时间。
橡胶止水带接头热熔粘接步骤如下:
靠前步;首先准备好橡胶止水带接头所需要的热硫化复合式焊接机具:
施工流程:
步止水带接头所需的工具
第二步:提前30分钟接通电源进行热熔焊机预热,预热温度应达到130~150℃。
第三步:将止水带接头切割整齐,利用打磨机对端头进行打磨,宽度不小于5cm,将橡胶止水带接头处切割平整,将需要接头处打磨薄
第四步:分别切割10cm宽生橡胶帮接条和1cm宽生橡胶连接条。
第五步:拔掉电源,关闭预热焊机,将止水带接头平铺在焊机底板上。
第六步:将1cm宽生橡胶连接条放入接缝中间。然后将10cm宽的生橡胶帮接条平铺在止水带的打磨
面上,保证接缝两侧宽度均等,将生橡胶连接条放入接缝中间,将生橡胶帮条平铺在接头的打磨面上。
第七步:合上热熔机,拧紧螺栓。接通电源5分钟后,再次拧紧螺栓加压(以两个人拧不动即可),继续加热5分钟,关闭电源焊接结束,合上热熔机,拧紧螺栓,等待五
分钟,再次拧紧螺栓加压,继续加热五分钟。
较后一步:热熔焊机冷却20分钟后,取出止水带,进行焊接的外观检查,合格后方可进行安装作业,拧开螺栓打开热熔机止水带接头的正、反面。
橡胶止水带热熔焊接机是由电加热的方法通过加热板热量传递给上下加热件的熔接面,使其表面温度能将生胶片与橡胶止水带接头熔融,熔合、固化、合为一体的仪器。整机由热模板、上模板、下模板三大块板组成,并配有热模、上下塑胶冷模,有手动及气动两种形式控制。主要适用于工地现场施工中橡胶止水接头的焊接。
施工工艺流程
 ?
?



所有评论仅代表网友意见,与本站立场无关。